")

در نرم افزار PowerMill مسیرهای ماشینکاری تنها روی سه ماهیت هندسی ایجاد می گردد که عبارتند از:
- Model
- Pattern
- Feature
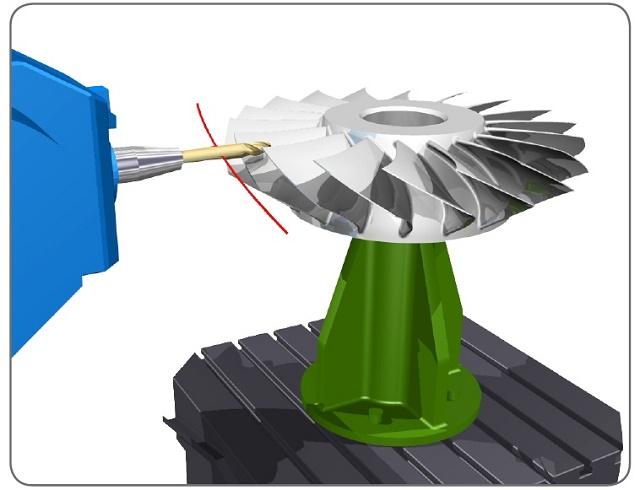
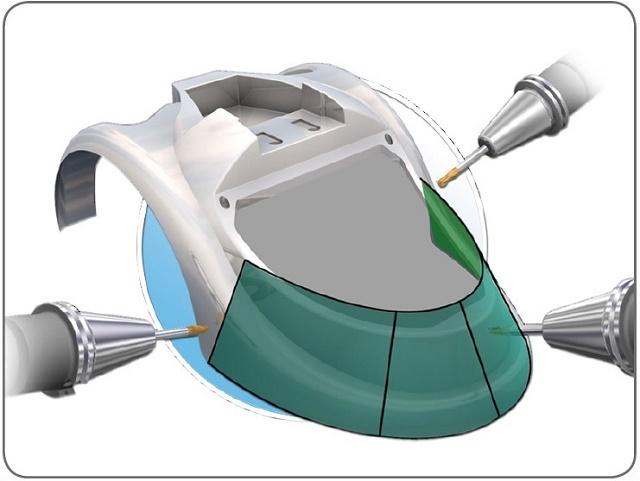
تنها در ورژن PowerMill 9 آن هم توسط استراتژی Face Milling می توان روی ماهیت بلوک (Block) مسیر ماشینکاری ایجاد نمود. این نرم افزار، جزو نرم افزارهای ساخت (CAM) که فقط ماژول فرزکاری (Milling) در آن موجود می باشد. این نرم افزار محصول شرکت DelCAM از کشور انگلستان می باشد. جایگاه آن در سطح نرم افزارهای ساخت جزو گروه کلاس A بوده و قابلیت ایجاد مسیرهای ماشینکاری با ماهیت 2.5 تا 5 محور همزمان دارد. تا قبل از ورژن 6 هیچ گونه محیط طراحی در آن وجود نداشته ولی Power Modeling به آن قابلیت ایحاد ماهیت هندسی را اضافه نموده است. از این نرم افزار بیشتر برای ماشینکاری حفره های قالب و قطعات Free Form استفاده می شود...
جزوه آموزش نرم افزار ماشینکاری PowerMill، یک جزوه مفید و کم نظیر از آموزش نرم افزار پاورمیل می باشد. این جزوه بسیاری از امکانات و نحوه استفاده از نوار ابزارهای نرم افزار پاورمیل را توضیح داده است. جزوه مشتمل بر 128 صفحه، با فرمت PDF، به زبان فارسی و به همراه تصاویر رنگی دستورات و نوار ابزارها، به ترتیب زیر گردآوری شده است:
- شناخت نرم افزار
- پسوندهای مهم نرم افزار
- ماهیت های مهم هندسی در PowerMill
- تغییر جهت سطوح
- تعریف صفر کار
- محورهای CNC
- سطح اطمینان
- سرعت پیشروی
- Rapid Move Heights
- Block
- ابزار آلات ماشینکاری
- ابزارهای Tip Radius
- استراتژی های ماشینکاری CAM
- استراتژی خشن کاری (Roughing)
- استراتژی پرداخت کاری (Finishing)
- سیکل سوراخکاری (Drilling)
- استراتژی Raster Area clear Model
- روش های ایجاد و تعریف ابزار
- تولرانس (Tolerances)
- ضخامت (Thickness)
- Step over
- مراحل عملیات ماشینکاری
- High Speed Machining
- Rest Machining
- Sorting
- Ordering
- Style
- Raster Angle
- Slice
- Flat Machining Advanced Setting
- Multi Cuts
- Project
- استراتژی Offset Area Clear Model
- Smoothing Allowance
- استراتژی Profile Area Clear Model
- استراتژی Plunge Milling
- استراتژی Drilling
- استراتژی 2D Curve Area Clearance
- استراتژی 2D curve Profile
- استراتژی Raster Finishing
- استراتژی 3D Offset Finishing
- استراتژی Optimised Constant Z Finishing
- استراتژی Raster Flat Finishing
- استراتژی Offset Flat Finishing
- استراتژی Interleaved constant z Finishing
- استراتژی Parametric Offset Finishing
- استراتژی Radial Finishing
- استراتژی Spiral Finishing
- استراتزی Rotary Finishing
- استراتژی Surface Finishing
- NC Program
- User Project
- Machine Option File
- Output Workplane
- Tool Value
- نوار ابزار Tool path
جهت خرید جزوه آموزش نرم افزار ماشینکاری PowerMill به مبلغ استثنایی فقط 5000 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر محصولات مشابه و فروشگاه ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 20000 (بیست هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 20000 تومان خرید موفق عبارت درخواست کد تخفیف، شماره همراه و ایمیلی که موقع خرید ثبت نمودید را به ایمیل فروشگاه (catia2015.sellfile@gmail.com) ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به ایمیل شما ارسال خواهند نمود.
آموزش پاورمیل، جزوه آموزش نرم افزار ماشینکاری PowerMill (سری 3)





